


PROTOTYPING
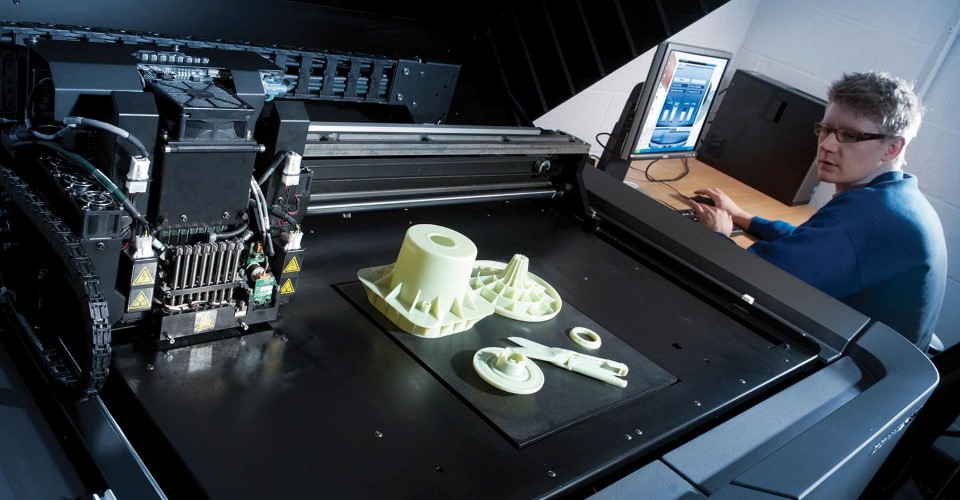
Should you require rapid prototypes of your product, to test fit, suitability for purpose or as a marketing aid then Rutland Plastics can arrange this for you. We have our own in-house prototyping service using a Stratasys Fortus 380mc Carbon Fibre edition 3D printer. Printing in FDM Nylon 12 Carbon Fibre and ASA, giving unparalleled strength and stiffness for dependable functional prototyping, production parts and rugged tooling.

HOW LONG HAVE THEY BEEN IN BUSINESS AND WHAT IS THEIR REPUTATION?
In some instances rapid prototypes can be fabricated or machined from solid and this may well prove to be the cheapest method. However, for more complex parts where this approach is not viable there are other options available.
Using CAD data, parts can be formed with great complexity without the need for extensive machine set up or complex assembly. These methods also have the advantage of producing something close to the final injection moulded component (although materials/properties may vary). This aids testing fit where a number of parts are to be assembled together, it is easier to visualise the design and can be a good marketing/sales aid before investing in injection mould tooling. All of this can be achieved at relatively low cost – it is cheaper to modify CAD data rather than the mould tool.

PolyJet Matrix Simultaneous jetting of different types of photopolymer liquid resin in preset combinations. The dual-jet process can combine materials in several ways, enabling the simultaneous use of two different rigid materials, two flexible materials, one of each type, any combination with transparent material or two jets of the same material. The materials are jetted in ultra-thin 16-micron layers which are then UV cured layer by layer until the part is completed.
Advantages: materials that closely emulate the mechanical properties of the required polymer, can produce complex assemblies in different materials in a single build, can combine black and white materials to create a range of greyscales. Good for rapid prototypes.
Disadvantages: slightly more expensive than some alternative methods.
Stereolithography (SLA) Parts are built a layer at a time using a laser beam on the surface of a container of liquid photopolymer. The material solidifies rapidly when struck by the beam, the part is lowered gradually as each layer solidifies until the complete three-dimensional object is formed.
A wide range of materials have been developed over the years with properties close to those of many engineering thermoplastics.
Advantages: can produce large parts, very good speed and accuracy, excellent surface finish.
Disadvantages: requires post processing, relatively expensive.
Fused Deposition Modelling (FDM) A plastic filament is fed through a heated nozzle which can move in both horizontal and vertical planes. The melted plastic is deposited in a thin bead onto a platen forming the shape layer by layer. Several materials are available with ABS being the most common although polycarbonate and polyphenylsulphone (PPS) have been added more recently to provide more advanced engineering properties.
Advantages: medium size products, reasonably economic
Disadvantages: slow, accuracy and finish not as good as SLA.
Thermal Phase Change Inkjets (MM/MSM) Single jets for each plastic material squirt tiny droplets of the material, moving horizontally and vertically, to produce the part. After each layer is formed a milling head passes over to provide a uniform thickness.
Advantages: excellent surface finish and accuracy, reasonably economic.
Disadvantages: Slow, limited range of materials, only suited to small parts, parts tend to be fragile.
Three Dimensional Printing (3DP) A layer of powder is deposited and compressed by a roller. A jet then deposits adhesive onto this powder layer and the bonded material becomes a layer of the part being formed. The platen then moves down by the depth of the layer and the process is repeated until the part is completed.
Advantages: medium size parts, cheaper method, fast, colours available
Disadvantages: poor surface finish and accuracy, limited materials, parts tend to be fragile.
Selective Layer Sintering (SLS) As with 3DP a thin layer of powder is deposited. However, instead of adhesive a laser beam is used to selectively melt and bond the material. Because the chamber is maintained at just below the melting temperature of the material in order to speed construction, it may take some time for the parts to cool. Can make functional parts in trial materials.
Advantages: medium size parts, good accuracy, reasonable range of materials available.
Disadvantages: parts tend to be heavy, expensive, poor surface finish.
Laminated Object Manufacturing (LOM) Profiles are cut by laser from the build material. Each profile is coated with plastic to bond it to the layer below.
Advantages: large objects possible, cheap, fast, possible to work like wood to achieve better finished result.
Disadvantages: poor accuracy and surface finish, low strength.