


WELCOME TO RUTLAND PLASTICS INTERACTIVE DESIGN GUIDE
and the environment
MATERIAL SELECTION
To maximise the life and performance of your production mould tool the correct material must be specified. The most commonly used mould materials are but are not limited to:
- Aluminium - Suitable for low-volume projects involving general-purpose plastics (resins) PP, ABS, PE and nylon.
- Pre-hardened steel (P20) - The most widely used semi-hardened tool steel, good for low to medium-volume projects.
- Through-hardened steel (H13) - Hardened tool steel, commonly used for high-volume projects, complex tools and abrasive materials.
- Corrosion-resistant steel (Stainless) - Used for high-volume projects and a great choice when surface finish is the primary consideration.
The incorrect material choice can lead to ongoing maintenance costs and production downtime.
| Aluminium | P20 | P20 High-Hard | H13 (Hardened) | Stainless (Hardened) | Notes | ||
| Price 1 | Low(£) High(£) | Component size, complexity and feed type can all affect the tool price. | |||||
| Mould Life | ≤10,000 Cycles 2 | 2 | 4 | 4 | 4 | 4 | There are many factors that can affect mould life. These include part/tool complexity and plastic material type. |
| ≤250,000 Cycles 2 | 0 | 4 | 4 | 4 | 4 | ||
| ≤500,000 Cycles 2 | 0 | 2.5 | 3 | 4 | 4 | ||
| 500,000+ Cycles 2 | 0 | 0 | 2.5 | 4 | 4 | ||
| Over 1 Million 2 | 0 | 0 | 0 | 4 | 4 | ||
| Performance | Corrosion Resistance 3 | 1 | 3 | 3 | 3 | 4 | Plastic materials can produce corrosive by-products. |
| Wear Resistance 4 | 1 | 3 | 3.5 | 4 | 4 | Materials with abrasive additives can incresae wear on the tool. | |
| Strength & Hardness 5 | 1 | 3 | 3.5 | 4 | 4 | Complex & intricate part geometry can affect tool strength. | |
| Ongoing Maintenance Cost 6 | 1 | 3 | 3.5 | 3.5 | 4 | Mechanical movements, feed type etc can increase maintenance requirements. | |
| Surface Finish | Polishability (SPI-A2) 7 | 1 | 3 | 3.5 | 4 | 4 | For optical finish ESR steel grades are available and offer improved polishability. |
| Texture/Etching | 1 | 3 | 3.5 | 4 | 4 | ||
1) Component size, complexity and feed type can all affect the tool price.
2) There are many factors that can affect mould life. These include part/tool complexity and plastic material type.
3) Plastic materials can produce corrosive by-products.
4) Materials with abrasive additives can incresae wear on the tool.
5) Complex & intricate part geometry can affect tool strength.
6) Mechanical movements, feed type etc can increase maintenance requirements.
7) For optical finish ESR steel grades are available and offer improved polishability.
*The matrix offers a general overview of standard mould tool core and cavity material options most commonly used at Rutland Plastics, other grades for specific applications are also available.
*The matrix values assume general part and material conditions, please get in touch with Rutland Plastics for tailored recommendations.
*Many variables can dictate the best tool material option. Things that need to be considered are the plastic material being moulded, cycle time expectations, part size, part geometry and complexity, expected volume and product life expectancy, tooling costs and maintenance.
In simple terms, the mould tool provides a passageway for molten plastic to travel from the injection cylinder (barrel) to the mould cavity. It allows the air, which would be trapped inside when the mould closes, to escape. If the air is not vented then the moulded component would contain voids and have a poor surface finish. The mould tool also cools the moulding until it sets. The temperature of the mould is controlled because it is important that the moulding cools at the correct rate to avoid distortion and stress. In most systems water circulates through channels drilled through the mould, similar to a car engine cooling system. The finished moulding is pushed from the mould by means of ejectors pins.


Injection mould tooling is relatively expensive but it is not always the case that injection moulding is only suited to high volume production. To reduce both total tooling and part costs where a number of similar parts are required in equal quantities and in the same material, it may be possible to produce a family tool, i.e. all the parts moulded in a single cycle from a single tool. Also, where large quantities of a part are required, a multiple cavity tool could be used, i.e. two or more of the same part produced in a single cycle. Although the tooling cost would be higher than for a single impression tool, the part price will be lower so making it cost effective.
At Rutland Plastics, we are able to specify and manufacture the most appropriate mould tools for your requirements, whether it is low volume or pre-production tooling or even high speed, multi-cavity stack tools. Our in-house toolroom can undertake quick modifications, and less downtime in the event of a mould requiring repair. A reputable injection moulder should be prepared to offer some guarantees for the moulds they manufacture. Of course, nothing lasts forever and a mould tool has a finite life but an experienced injection moulder can indicate an anticipated life for a particular mould.
Can you make tools in-house?
Do you offer tool maintenance?
How long does a tool last?
MATERIAL SELECTION
| Material | Abbr. | Properties | Typical Applications |
|---|---|---|---|
| Polypropylene | PP | Good chemical resistance | Packaging, containers. Recommended wall thickness 0.635mm - 3.81mm. |
| PP Homopolymer | HPPP | Semi rigid, durable | Small domestic appliances eg kettles. |
| PP Copolymer | CPPP | Good gloss, texture possible, low cost | Large automotive parts, plates and cups for children and picnics. |
| Polyethylene | PE | Good chemical resistance, flexible or semi rigid depending on grade. Weatherproof, good low temperature performance. Non toxic. Low cost | Low Density –Packaging, containers. High Density – crates, chemical drums, gas/water pipe and fittings, kitchenware. Recommended wall thickness 0.762mm - 5.08mm. |
| PE Low Density | LDPE/LLDPE | Good chemical resistance, flexible or semi rigid depending on grade. Weatherproof, good low temperature performance. Non toxic. Low cost | Low Density –Packaging, containers. High Density – crates, chemical drums, gas/water pipe and fittings, kitchenware. |
| PE High Density | HDPE | Good chemical resistance, flexible or semi rigid depending on grade. Weatherproof, good low temperature performance. Non toxic. Low cost | Low Density –Packaging, containers. High Density – crates, chemical drums, gas/water pipe and fittings, kitchenware. |
| Polystyrene | PS | Brittle, transparent. Poor UV stability. HIPS up to 7x impact strength of GPPS | GPPS – toys, packaging, cosmetic packaging. HIPS – TV cabinets, refrigerator linings, toilet seats. Recommended wall thickness 0.889mm - 3.81mm. |
| General Purpose | GPPS | Brittle, transparent. Poor UV stability. HIPS up to 7x impact strength of GPPS | GPPS – toys, packaging, cosmetic packaging. HIPS – TV cabinets, refrigerator linings, toilet seats. |
| High Impact | HIPS | Brittle, transparent. Poor UV stability. HIPS up to 7x impact strength of GPPS | GPPS – toys, packaging, cosmetic packaging. HIPS – TV cabinets, refrigerator linings, toilet seats. |
| Acrylic | PMMA | Rigid, clear, glossy, good weather resistance | Lenses, signs, light diffusers, point of purchase displays. Recommended wall thickness 0.635mm - 3.810mm. |
| Acrylonitrile Butadiene Styrene | ABS | Rigid, opaque, tough, good gloss, texture possible | Domestic appliances, car facias, computer housings. Recommended wall thickness 1.143mm - 3.556mm. |
| Nylon (Polyamide) | PA | Rigid, tough, hardwearing | Gears, bearings, automotive under bonnet parts. Recommended wall thickness 0.762mm - 2.921mm. |
| Acetal | POM | Rigid, tough, spring-like, good wear and electrical insulation | Aerosol valves, clock parts, computer printer components. Recommended wall thickness 0.762mm - 3.048mm. |
| Polycarbonate | PC | Rigid, transparent, excellent impact resistance, good weather resistance, good dimensional stability | Crash helmet visors, vandal proof glazing, riot shields, car headlamp lenses, safety helmets, babies’ bottles. Recommended wall thickness 1.016mm - 3.18mm. |
| Acrylate Styrene Acrylonitrile | ASA | Rigid, opaque, tough, good UV resistance | Housings, telephones, automotive door mirrors and radiator grilles. |
| Styrene Acrylonitrile | SAN | Rigid, transparent, tough, resistant to stress cracking | Lenses, drinking tumblers, kitchen and picnic ware, hi-fi covers. |
| Polyvinyl Chloride | PVC | Rigid or flexible grades, weatherprooof, non-flammable, good impact strength and electrical insulation | Drainpipes and guttering, cable insulation, flooring, roofing, hosepipes. |
| Polyurethane | PUR | Flexible, clear, impermeable | Shoe soles and heels, seals, gaskets, rollers, wheels. Recommended wall thickness 2.032mm - 19.05mm. |
| Polyesters | PBT, PET | Rigid, clear, extremely tough, wide temperature range resistance | Drink bottles, business machine components, transformer parts. Recommended wall thickness 0.635 - 3.175mm. |
| Polysulphone | PES,PSU | Excellent high temperature stability, rigid or flexible grades available. High cost | Microwave grills, chemotherapy devices, surgical equipment, fuel cells |
| Polyphenylene Sulphide | PPS | Rigid, opaque, non-burning, good chemical resistance at high temperature | Chemical pumps, medical and dental equipment, transformer parts, heating element bases. Recommended wall thickness 0.508mm - 4.572mm. |
| Polyvinylidene Fluoride | PVDF | Strong, tough material with excellent chemical and heat resistance | Valves, pumps, bearings in chemical process industry. |
| Polyphenylene Oxide | PPO | Rigid, opaque, glossy, excellent dimensional stability | TV housings, automotive instrument enclosures. |
| Ethylene Vinyl Acetate | EVA | Flexible (rubber-like), good low temperature flexibility, good chemical resistance | Handle grips, ice cube trays, hoses. |

The table provides some brief details on different thermoplastic materials used in injection moulding. The list is by no means exhaustive and there are a number of blends of different materials, e.g. PC/ABS, designed to achieve the best performance properties of the two individual components. Within each group of plastics, different levels of performance are available. Additional strength may be gained through the addition of fillers, such as talc or glass. Also additives to improve UV stability or flame retardancy or provide antimicrobial properties may also be used.
We are increasingly asked about bio-based plastic materials – those that are organic based as opposed to petroleum, namely bioplastics. It is important to distinguish two aspects of bioplastics: biodegradable and compostable and for this reason we have a dedicated page to understanding Bioplastics.
Rutland Plastics only sources virgin materials from reputable suppliers and does not use off-spec grades. When a particular grade is specified or agreed upon, we do not use alternatives. When reprocessed materials are used these are sourced from reputable reprocessors that can guarantee a consistent product.
What’s the most common material used?
Does sonic welding work for all materials?
Where does Rutland Plastics get its material from?
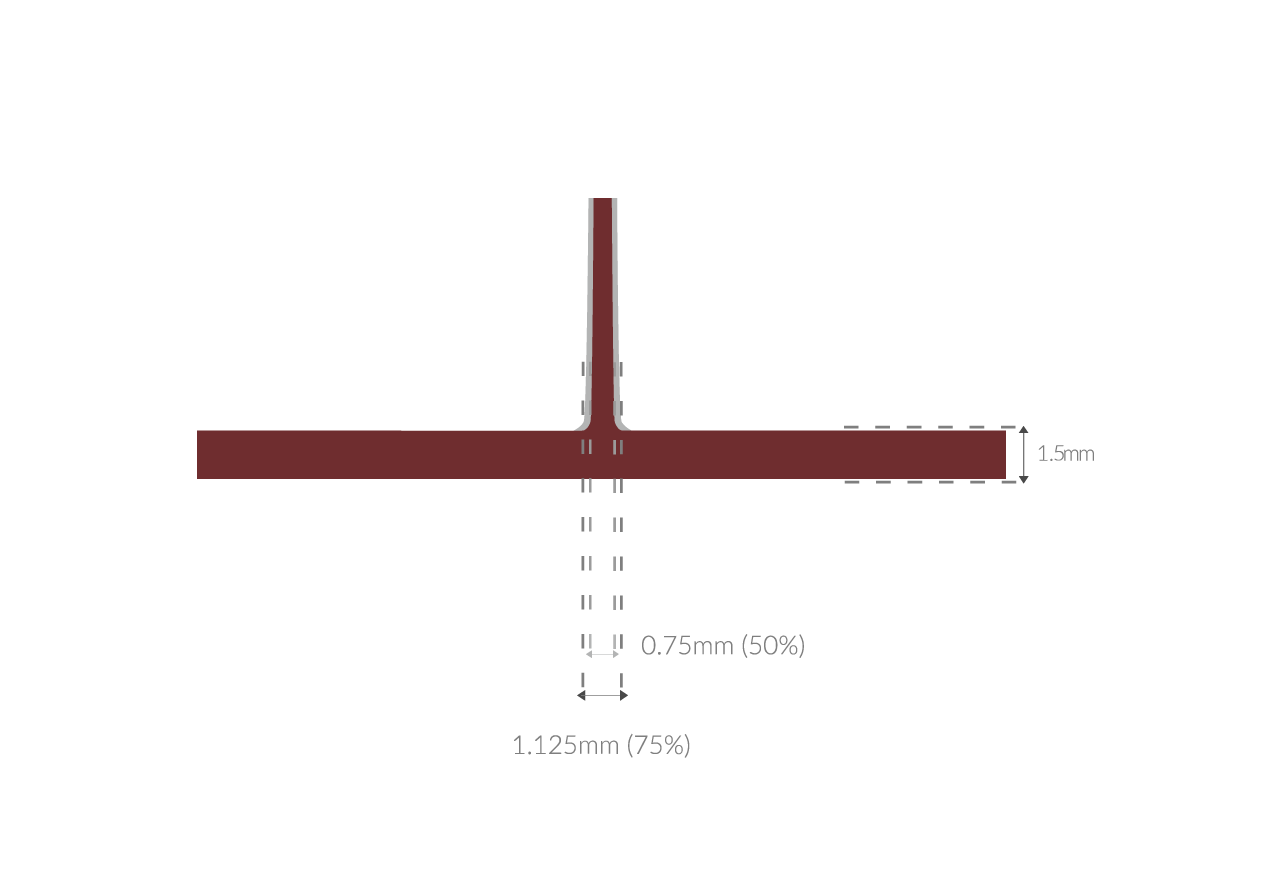
Ribs can be used to increase the stiffness or strength of a component without increasing the overall wall thickness and weight of the component. However, ribs can increase the risk of warping and appearance problems. For successful rib design the following guidelines should be followed:
- To reduce warp, voids and sink marks on the surface the rib thickness should not exceed 50% to 75% of the adjoining wall thickness.
- To reduce stress, filling and ejection problems the height of the ribs should not exceed three times the adjoining wall thickness. When more strength is required more ribs are recommended rather than an increased height. A deeper rib may buckle under load plus it is difficult to machine into the mould and may cause the part to stick in the mould.
- A minimum radius of 25% of the adjoining wall thickness should be incorporated at the base of the ribs.
- Ribs are most effective when placed down the length of the area subjected to bending.
- Rib spacing should be at least twice the nominal wall thickness.
- A draft angle of at least 0.5 degrees on each side should be incorporated to facilitate release from the mould.
- When selecting rib width it is important to consider the plastic material shrinkage rate. For high-shrink materials ribs should be made thinner and for low-shrink materials ribs can be made thicker.
How does material selection affect strength?
What is ‘creep’?
Does Gas assisted moulding increase the strength of the part?
DESIGN FOR ECONOMY AND THE ENVIRONMENT
There are two areas of cost consideration in designing for injection moulding: the design of the part to minimise production costs and the design of the part to minimise tooling costs. Injection moulding is a heat process and plastics are poor conductors of heat, that is to say it takes a relatively long time for plastic parts to cool down. With this in mind, the aim should be to keep sections of parts as thin as possible, this will not only mean shorter moulding cycle times but also less raw material content.
If a number of parts are required there may be a way of combining two or more parts into a single moulding so eliminating assembly. It is often possible to produce complex single mouldings that would not be possible with a different method of production. In a similar vein, where assembly is required every effort should be made to make this as simple as possible with the use of snap-fits, for example. Although functionality is still the primary consideration in design, designers now have a responsibility to design with the environmental use of materials and end of life recyclability in mind.


The following guidelines should be followed for products designed to be recyclable:
- Avoid using metal inserts as they are difficult to separate and make recycling uneconomic
- Avoid using self-tapping screws and use snap-fit wherever practical.
- Avoid bonding with polyester and polyurethane based adhesives. If unavoidable then use ‘break-out’ facilities to make for easy separation of the bonded section. (Break-outs could also be used for removing metal parts if practicable).
- Where possible, make components from the same material and grade. Where different materials are used clearly mark each part with material identification for ease of sorting
Avoid using decorative paints, lacquers and protective coatings. - When printing or hot-foil decoration is used, easy-to-remove secondary moulding can be used as the base.
There are a number of factors that impact part and tooling cost: material selection, section of part, complexity of design, etc. What is certain is that the further down the design/production cycle you are the more costly any alterations become. Therefore, it is advisable to get the initial design right for injection moulding and to this end you should involve your injection moulder at the very early stages of the project to ensure correct design and material selection for the given application.
How do I reduce the amount of raw material used per part?
Do you use recycled plastics?
Do you hold any environmental certifications?
COMMON DEFECTS
As with all manufacturing processes, common injection moulding defects can occur, with the right design for manufacture from the start, these issues can be prevented. Involving Rutland Plastics at an early stage can allow concurrent design engineering to take place reducing the time and resources needed to produce a successful design.
Sink Marks typically occur over projections such as ribs or bosses. They are caused by an above-average shrinkage associated with localised thick sections. An attempt should be made to minimise thick sections and reduce the thickness of features that interact with the main surface. Sink marks to a certain extent can be disguised by the use of a textured surface or a styling feature e.g. grooves, beads and surface texture.
Voids are air bubbles forming in the material due to thick sections. They are only visible in clear materials (unless they are particularly bad and break through to the surface) although they could well be present in any material. Voids may have a severe impact on the structural performance of the part. They are caused by excessive shrinkage. Wherever possible, excessively thick sections should be avoided and a uniform thickness should be used. Also, some materials are more prone to voids. Rutland Plastics is a specialist in thick section moulding and has several examples of void-free thick section mouldings.


Weld lines occur when two or more flow paths meet during the filling process. They can be caused by obstacles such as holes in the component as the material has to flow around these and weld on the other side. In this instance, there are not only small weld lines adjacent to the hole but there may also be flow lines where the smooth passage of the material has been interrupted. Weld lines can cause physical weakening because the joint at the weld is usually weaker. They look like cracks on the surface of a moulded part. Tool design can be critical in minimising the effect of weld lines.
There are other common injection moulding defects such as burning, streaks, delamination, jetting and gate marks which are more the concern of the tool designer rather than the product or component designer. Rutland Plastics can take your component design and advise on any necessary changes with the tool design and the manufacture is then managed in-house.
Do all materials shrink at the same rate?
Can I add texturing and lettering to an existing mould tool?
How do you check tool design?
INTRODUCTION TO TOLERANCES
All dimensions of a part design require suitable tolerances to facilitate the manufacturing process.
Tolerances assigned to a given dimension outline the acceptable limit of variation in the physical manufactured product. There are various grades of polymer, each having a different chemical composition and unique material properties. As such, individual polymer types shrink at different rates when moulded which can influence the tolerance achievable during production. Typically, tighter tolerances are more achievable with polymers that have a lower shrinkage.
The below table includes a range of dimensions and associated tolerances for our most commonly used polymer grades. The values are derived from the ISO 20457:2018 standard. This standard outlines a method for specifying achievable tolerances for a range of dimensions in different polymer grades. A range of production accuracies can be accounted for in the standard and the table below is based on
Series 2 - Accurate Production.
We will guide you through the product development process and develop an achievable set of tolerances.
| Polymer | Typical Shrinkage (%) | Tolerance Grade Group | Dimension (mm) | ||||
|---|---|---|---|---|---|---|---|
| 1 - 18 | 18 - 50 | 50 - 120 | 120 - 250 | 250 - 400 | |||
| GPPS | 0.5 | 3 | +/- 0.06 | +/- 0.08 | +/- 0.15 | +/- 0.23 | +/- 0.29 |
| PA66 GF 30% | 0.5 | ||||||
| PET | 0.4 | ||||||
| ASA | 0.6 | 4 | +/- 0.09 | +/- 0.13 | +/- 0.23 | +/- 0.35 | +/- 0.45 |
| PC-ABS | 0.6 | ||||||
| PC | 0.6 | ||||||
| ABS | 0.6 | ||||||
| PA 6 GF 15% | 0.7 | ||||||
| PP GF 30% | 0.7 | ||||||
| PA 66 | 1.5 | 5 | +/- 0.14 | +/- 0.20 | +/- 0.36 | +/- 0.58 | +/- 0.70 |
| PA 6 | 1.2 | ||||||
| PP GF 15% | 1.1 | ||||||
| PP | 1.5 - 2.5 | 6 | +/- 0.22 | +/- 0.31 | +/- 0.57 | +/- 0.93 | +/- 1.15 |
| POM | 1.8 - 2.3 | ||||||
| HDPE | 1.5 - 3 | 7 | +/- 0.35 | +/- 0.50 | +/- 0.90 | +/- 1.45 | +/- 1.80 |
| LDPE | 1.5 - 5 | ||||||
Warpage
Warpage is a common defect that can occur in plastic injection moulding. It refers to the deformation or distortion of a moulded part from its intended shape. This can be caused by a variety of factors, such as:
- Uneven cooling: When a moulded part cools at different rates in different areas, it can result in differential shrinkage and warpage.
- Variation in section
- Differential shrinkage caused by the flow of the material into the part. The shrinkage is different across the flow when compared to with the flow. This is particularly problematic in filled materials such as glass fiber filled.
- Residual stresses: Residual stresses can develop in the part during molding due to temperature gradients or rapid cooling, causing warpage.
Warpage can be minimized by optimizing the injection moulding process and tooling design. This can include proper material selection, Part design optimisation mould design optimisation.
Hole Tolerance
The dimension of holes in the moulded part can be impacted by shrinkage in two ways:
- Differential cooling: Holes can cool at a different rate than the rest of the part due to their smaller size, which can result in differential shrinkage and warpage.
- Material flow: The flow of molten plastic into the hole during injection can cause material to be pulled away from the rest of the part, resulting in shrinkage and deformation.
To compensate for the effects of shrinkage on holes, the designer can adjust the dimensions of the hole by adding extra material or by increasing the size of the hole before moulding. This can help to ensure that the final part has the desired dimensions and tolerances.
")
")
")
")

{kind=link}