


PLASTICS EXTRUSION
Please Note: This page is for information purposes only. Rutland Plastics is an Injection Moulder and does not offer extrusion moulding services.
PROCESS
This is a widely used method of forming plastic sheet and profiles. Unlike injection moulding which makes individual identical components, extrusion is a continuous process producing lengths of plastic with a constant section. The cross section is called the profile.
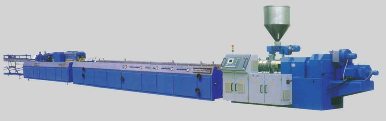
The machine has a screw and barrel similar to an injection moulding machine. The plastic pellets are fed into the barrel and drawn along the screw. As with an injection moulding machine the barrel is heated and the plastic pellets are melted. The molten plastic is forced through a die at the end of the barrel; this produces the required cross section of the profile.
The plastic profile is still molten when it exits the die. It proceeds into a water bath containing sizing formers and guides. During its passage through the cooling bath the plastic solidifies and takes on its final shape.

Certain hollow section extrusions and pipes need to be dimensionally accurate. A vacuum calibration device is placed in the cooling bath in these cases. The plastic extrusion is passed through the centre of this device whilst still soft. A vacuum is drawn on the outside of the device and small holes around the central profile ensure that the soft plastic is drawn towards this profile. This is similar to a continuous vacuum forming process.
The extrusion needs to be cut to size at the end of the bath. Flexible extrusions are usually coiled whereas rigid extrusions are cut to size using either a guillotine or a saw.
Two different materials or colours can be co-extruded into a single profile by use of special twin head extruders. The two materials are independently melted and meet in the die.
MATERIALS
The main material used is rigid PVC. High Density Polyethylene is also used for pipes, etc. Although other materials can be extruded such as ABS, Styrene and Acrylic.
Extrusion is also used to produce plastic compounds, where fillers and colour pigments are added to the base polymer which is then extruded into fine strands, which are then guillotined at the end of the cooling bath to form small pellets.

PRODUCTS
- Drainage pipe
- Automotive door seals
- Cable conduit
- Rainwater pipes and guttering
- Fascia and soffit
- Curtain track
- Gas and Water pipes
- Medical drip and catheter tubes
- Window, door and conservatory profiles
PULTRUSION

PROCESS
This is a similar process to extrusion. Reinforcing fibres, such as glass, carbon fibre or nylon, coated with a polymer (polyester, vinyl ester or epoxy) are passed through a performing guide to align the reinforcement and perform the desired shape before entering the heated die. These fibre are then co-extruded with the polymer.
PRODUCTS
- Tent poles
- Ski poles
- Flagpoles
- Handrails
- Bridge structures
- Aerospace components
ADVANTAGES
Advantages over conventional extrusion include:
- Low weight
- High strength and stiffness
- Maintenance free
")
")
")
")
