


ROTATIONAL MOULDING
Please Note: This page is for information purposes only. Rutland Plastics is an Injection Moulder and does not offer rotational moulding services.
PROCESS
This method is also referred to as Rotamoulding or Rotomoulding. It is used to produce hollow plastic products. Post moulding operations enable the production of more complex products. It differs from other moulding methods in that the melting and moulding stages occur after the polymer is placed in the mould and no external pressure is applied.
There are four main stages:
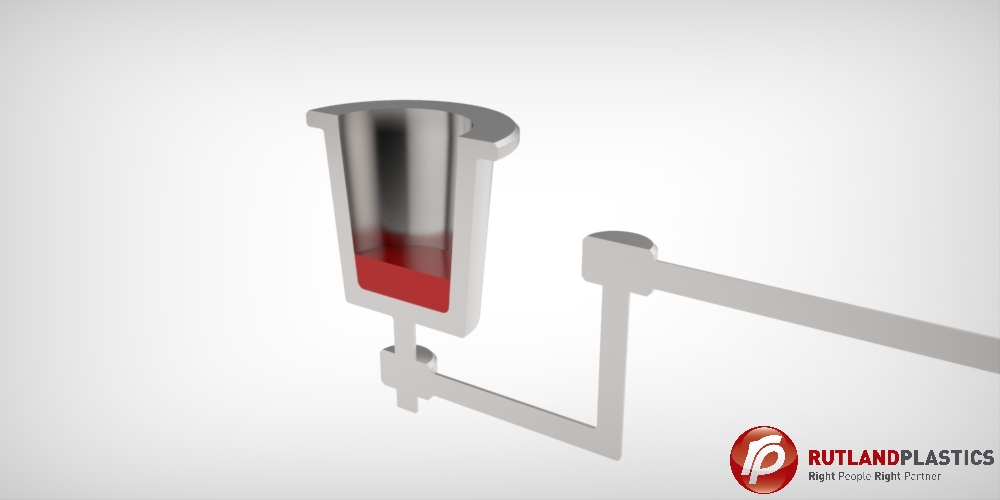
CHARGING THE MOULD
A predetermined amount of polymer powder is placed in the mould. Once the mould is dosed it is then placed into an oven.
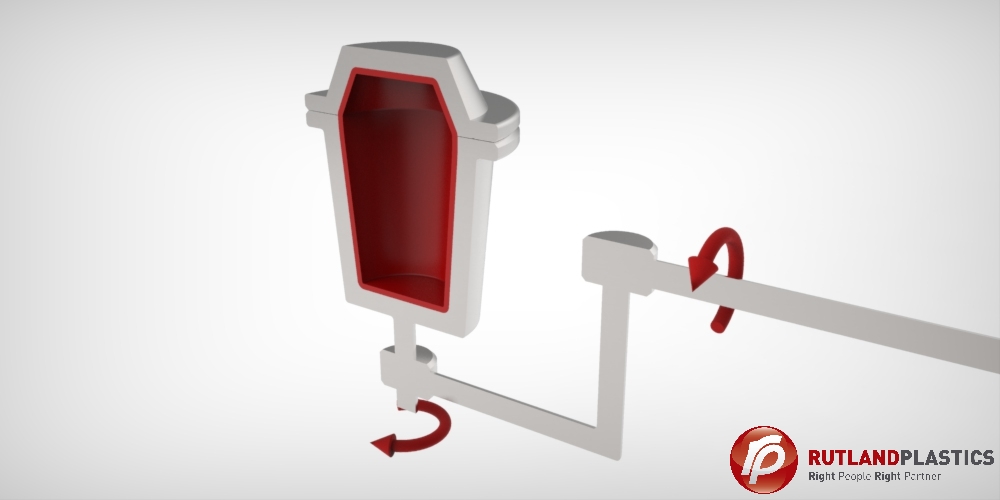
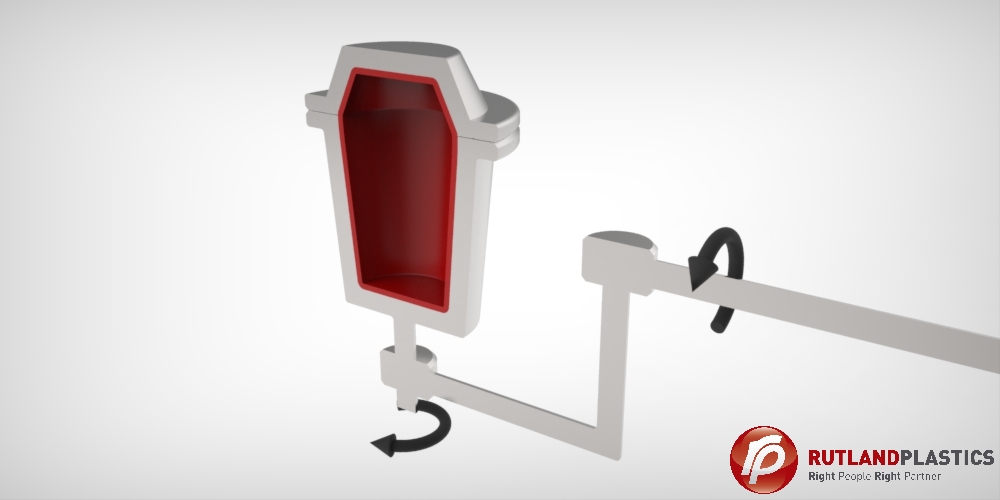
HEATING AND FUSION
In the oven the mould rotates around two axes tumbling the powder. The rotation speed is relatively low around 20 revolutions per minute. As the mould becomes hotter the powder melts and sticks to the inner wall of the mould building up an even coating over the entire surface.
COOLING
After sufficient time to evenly distribute the molten polymer the mould is cooled using either air or water, or a combination of the two. The polymer solidifies to the required shape.

DEMOULDING
When the polymer has cooled sufficiently to retain its shape the mould is opened and the part removed.
MATERIALS
Low and Linear Low Density Polyethylene, Polypropylene, EVA and PVC.
APPLICATIONS
- Manhole inspection chambers
- Water tanks
- Fuel tanks
- Canoes and kayaks
- Traffic cones
- Pallets
- Children’s slides and playhouses
ADVANTAGES
- Large mouldings can be produced economically
- Minimum design constraints
- No weld lines
- Stress-free products
- Comparatively low mould cost (moulds can be fabricated, cast or machined)
DISADVANTAGES
- Relatively long cycle times means higher part costs
- May need more than one mould to achieve the required output
- Material costs relatively high
- Labour intensive
")
")
")
")
